Does heat resistant paint work? This is one of the most frequently asked questions by facility managers, maintenance engineers, plant supervisors, and even homeowners who deal with high-temperature environments. The short answer is a confident yes — heat resistant paint absolutely works. But like most engineering solutions, its effectiveness depends entirely on what you expect it to do, the type of heat exposure involved, the substrate material, and the quality of the coating selected and applied.
Many people mistakenly assume that heat-resistant paint blocks or reflects heat, keeping surfaces cool — but that is not always the case. In fact, confusing heat-resistant paint with heat-reflective paint is one of the most common misconceptions in the thermal management industry. This misunderstanding can lead to poor product selection, wasted investment, and even serious safety risks in industrial settings.
To truly answer the question — does heat resistant paint work? — you need to look at the science behind how coatings interact with heat, materials, and environmental conditions. You need to understand the chemistry behind the formulations, the physics of thermal transfer, and the real-world performance data that backs up manufacturer claims. In industrial and commercial applications, this understanding becomes even more critical because performance, safety, and cost-efficiency all depend on getting the coating selection right.
In this detailed guide, we will break down how heat-resistant coatings function at a molecular level, where they are most commonly used, how they differ from reflective coatings, and what factors determine their real-world performance. Whether you manage an industrial plant, operate an automotive workshop, or simply want to protect your home’s chimney or barbecue grill, this article will give you the knowledge you need to make the right decision.
Manufacturer of heat resistant coating (heat reflective paint) – Novota Thermotech
What Is Heat Resistant Paint? A Complete Technical Definition
Heat resistant paint — also referred to as high-temperature coating, thermal barrier coating, or heat-stable coating — is a specially engineered coating designed to withstand elevated temperatures without degrading. Unlike standard paints that blister, peel, discolor, or crack when exposed to sustained or intermittent heat, these coatings maintain their structural integrity, adhesion, and protective properties even in extreme thermal conditions.
Contrary to popular belief, heat-resistant coating does not necessarily block or reflect heat. Instead, it protects the underlying surface from thermal damage. Think of it as a protective armor for your equipment — it does not make the equipment cooler, but it prevents the heat from causing harm to the material underneath. This makes it ideal for applications where materials are exposed to continuous or intermittent high temperatures that would otherwise cause oxidation, corrosion, or structural failure.
These coatings are typically formulated using advanced resin systems such as silicone, epoxy-phenolic, ceramic-based compounds, or inorganic binders that can endure temperatures ranging from 200°C (392°F) to over 1,200°C (2,192°F), depending on the specific formulation and application method.
Industries rely on these coatings not for comfort, but for durability, safety, and long-term performance. Whether it is a boiler, exhaust system, furnace, pipeline, or chimney, heat-resistant paint acts as a protective barrier that extends equipment life, reduces maintenance frequency, and prevents catastrophic failures.
How Does Heat Resistant Paint Work at the Molecular Level?
To understand how heat-resistant paint works, it helps to understand what happens to ordinary paint when exposed to high temperatures. Standard paints — typically based on alkyd, acrylic, or latex resins — begin to break down when temperatures exceed 80°C to 120°C. The organic binders in these paints thermally decompose, releasing gases that cause blistering and bubbling. As temperatures rise further, the pigments oxidize, the film cracks, and adhesion fails completely.
Heat-resistant paints avoid these failures through several key mechanisms:
- Thermally stable binders — Silicone resins, ceramic particles, and inorganic compounds maintain structural integrity at high temperatures because their molecular bonds require significantly more energy to break than organic resins.
- Oxidation resistance — Many formulations include aluminum flakes, zinc dust, or iron oxide pigments that form a protective oxide layer when heated, shielding the substrate from further corrosion.
- Low thermal conductivity — Some coatings incorporate ceramic microspheres or hollow glass beads that reduce the rate of heat transfer through the coating film, providing a degree of thermal insulation.
- Thermal cycling tolerance — Advanced formulations are designed to withstand repeated heating and cooling cycles without cracking — a property known as thermal shock resistance.
For example, a silicone-based heat resistant coating rated for 600°C works because the silicone resin forms a glass-like ceramic shield when exposed to extreme heat. This shield is chemically inert, mechanically strong, and resistant to both oxidation and chemical attack — making it ideal for furnace interiors, exhaust manifolds, and industrial smokestacks.
Key Formulations and Their Temperature Ranges
Not all heat-resistant paints are created equal. The performance of a coating depends on its formulation chemistry and the maximum continuous operating temperature (MCOT) it is rated for. Here is a detailed breakdown of the most common types:
- Silicone-based coatings (200°C – 600°C) — These are the most widely used heat-resistant coatings in the world. Silicone resins offer excellent flexibility, UV resistance, and weatherability, making them suitable for both indoor and outdoor applications such as exhaust systems, chimneys, and industrial ovens. They are available in both spray-can and bulk formats.
- Epoxy-phenolic coatings (300°C – 500°C) — These coatings combine the chemical resistance of epoxy with the thermal stability of phenolic resins. They are commonly used in chemical processing plants, power generation facilities, and food processing equipment where both heat and chemical exposure are concerns.
- Ceramic-based coatings (600°C – 1,200°C+) — These are the most heat-resistant coatings available. Formulated with alumina, silica, zirconia, or other ceramic particles, they are used in the most extreme environments — including furnaces, kilns, incinerators, and jet engine components. They often require specialized application techniques such as plasma spraying.
- Inorganic zinc coatings (up to 400°C) — These coatings provide both galvanic (cathodic) protection and heat resistance. They are widely used on steel structures in power plants, refineries, and offshore platforms where corrosion and heat are simultaneous threats.
- Sodium silicate-based coatings (up to 1,000°C) — Used primarily for refractory and foundry applications, these water-based coatings form a hard, glassy film at high temperatures and are resistant to molten metal contact.
Choosing the wrong formulation for your temperature range is one of the most common causes of coating failure. A silicone coating rated for 400°C applied to a surface that regularly reaches 700°C will fail within weeks. Always verify the MCOT rating and consult the manufacturer’s technical data sheet before selection.
Novota Thermotech heat reflective paint manufacturing company
Why Do Industries Need Heat Resistant Paint?
In high-temperature environments, standard coatings fail quickly and catastrophically. Exposure to sustained heat causes paint to crack, fade, oxidize, and eventually peel off. This is not merely an aesthetic problem — it exposes the underlying metal or concrete to corrosion, erosion, and structural damage that can lead to equipment failure, production shutdowns, and even safety incidents.
High temperature resistant coatings are specifically designed to solve these challenges. They provide a durable, chemically stable protective layer that ensures equipment continues to perform efficiently under sustained thermal stress — sometimes for years or even decades without requiring recoating.
The industries that depend most heavily on these coatings include:
- Power generation — Boilers, turbines, heat exchangers, and flue gas ducts operate at temperatures exceeding 500°C. Without protective coatings, these components would corrode within months.
- Oil and gas — Refineries, offshore platforms, and petrochemical plants use heat-resistant coatings on process vessels, pipelines, and flare stacks exposed to extreme heat and corrosive chemicals.
- Automotive — Exhaust manifolds, turbo housings, and catalytic converters require coatings that can withstand rapid thermal cycling from ambient to 900°C+.
- Manufacturing and foundries — Furnaces, kilns, ladles, and casting molds operate at temperatures that would destroy unprotected metal surfaces.
- Chemical processing — Reactor vessels, heat exchangers, and piping systems in chemical plants face both high temperatures and aggressive chemical environments.
- Marine and offshore — Ship engine rooms, exhaust systems, and structural steel in offshore installations require protection from heat, salt spray, and humidity.
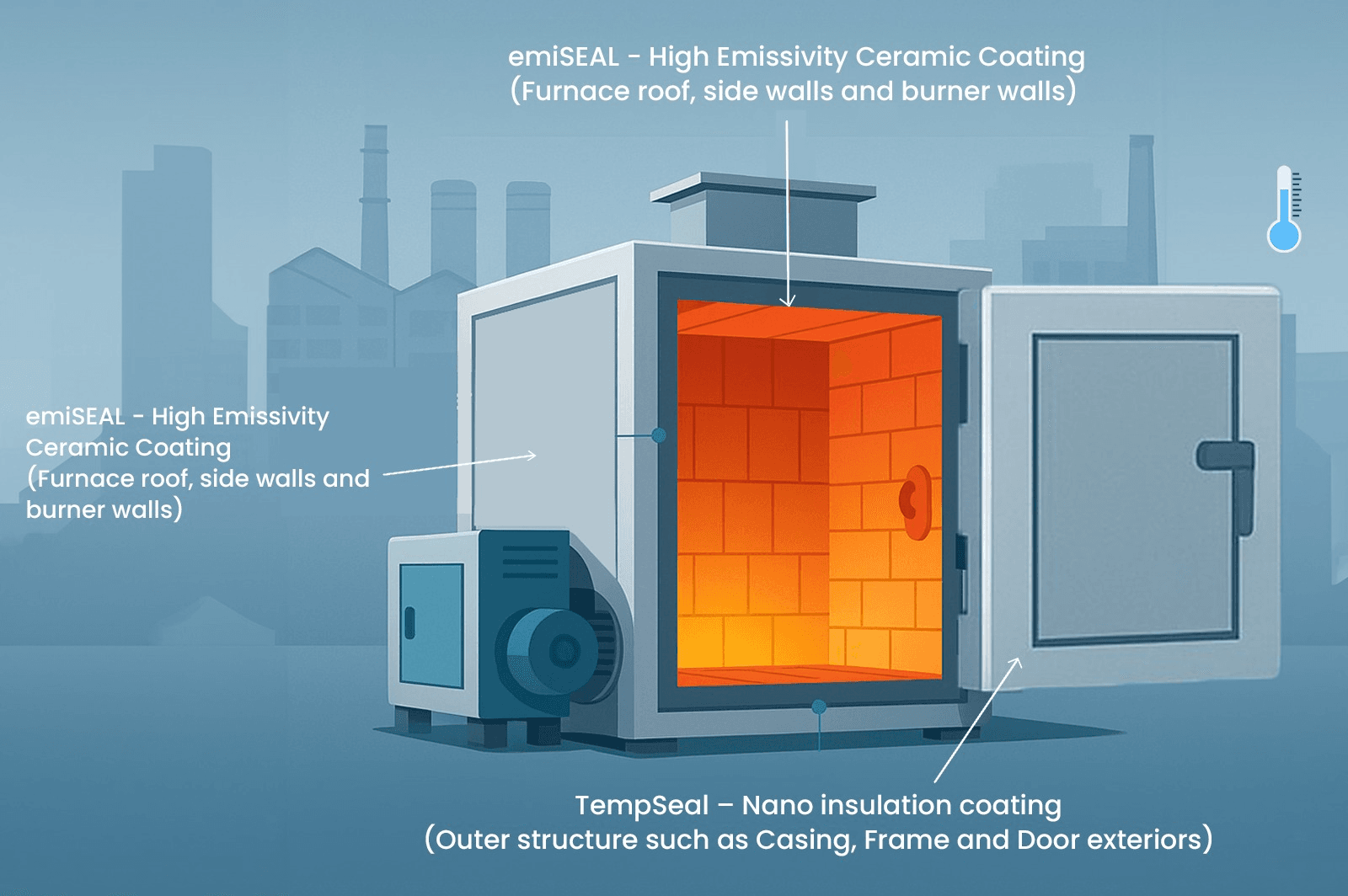
Beyond heat resistance alone, one of the most critical — and often overlooked — properties of advanced coatings is emissivity. Emissivity is a measure of how effectively a surface can radiate thermal energy back into the environment. A surface with high emissivity (close to 1.0) releases heat rapidly, while a surface with low emissivity (close to 0) retains heat. High-emissivity coatings can help dissipate heat faster from equipment surfaces, improving thermal management and overall energy efficiency.
Read our detailed blog on this topic: The Key to Effective Thermal Management in Coatings
Does Heat Resistant Paint Work in Real-World Conditions?
This is where the main question — does heat resistant paint work — moves from theory to practice. And the answer, supported by decades of industrial use and thousands of case studies worldwide, is a clear yes — when used correctly.
However, real-world performance is not guaranteed simply by applying a “heat-resistant” label to a surface. Performance depends on multiple interrelated factors:
- Type of heat exposure — Direct flame contact, radiant heat, convective heat, and ambient high temperature each require different coating properties. A coating designed for radiant heat in a boiler may fail under direct flame impingement.
- Surface material and preparation — The substrate — whether it is carbon steel, stainless steel, aluminum, concrete, or composite — affects adhesion and thermal conductivity. Surface preparation is equally critical; surfaces must be clean, dry, and properly profiled (typically to SA 2.5 or SSPC-SP10 standards) for the coating to adhere correctly.
- Coating thickness and application method — Most manufacturers specify a dry film thickness (DFT) range — typically between 50 and 200 microns — for optimal performance. Applying too thin a coat reduces protection; applying too thick can cause cracking during curing. Application methods include airless spray, conventional spray, brush, and roller.
- Environmental conditions during application and curing — Humidity, ambient temperature, and ventilation all affect coating cure time and final properties. Many heat-resistant coatings require a heat curing cycle — gradual exposure to increasing temperatures — to develop full protective properties.
- Chemical exposure — In environments where heat is combined with acids, alkalis, solvents, or salt spray, the coating must also be chemically resistant. Not all heat-resistant coatings offer chemical resistance.
- Thermal cycling frequency — Equipment that undergoes frequent heating and cooling cycles (e.g., batch furnaces, automotive exhausts) requires coatings with high thermal shock resistance to prevent cracking and delamination.
When properly selected and applied, heat-resistant paint delivers measurable, significant benefits:
- Reduces maintenance costs by 40–60% over a 10-year period by preventing corrosion and surface degradation.
- Extends equipment lifespan by 2–3 times compared to unprotected or standard-painted surfaces.
- Prevents premature equipment failure that can result in costly unplanned downtime.
- Improves operational safety by maintaining structural integrity of critical components.
- Enhances energy efficiency when combined with high-emissivity or thermal-insulating properties.
- Reduces environmental impact by minimizing material waste and the frequency of recoating.
Real-World Case Study: Power Plant Chimney Protection
Consider the case of a coal-fired power plant in central India whose steel chimney — operating at internal temperatures of 250–350°C — was experiencing severe corrosion and paint failure every 18–24 months. The plant was spending approximately ₹8–10 lakh per recoating cycle, not including the cost of scaffolding, labor, and production downtime during maintenance.
After switching to a high-performance silicone-based heat resistant coating rated for 400°C — properly surface-prepared and applied at the manufacturer-recommended DFT — the chimney went over 6 years without any coating failure. The total savings over that period exceeded ₹25 lakh, with zero unplanned maintenance shutdowns. This is a textbook example of how the right coating selection, combined with proper application, delivers exceptional return on investment.
Is Heat-Resistant Paint the Same as Heat Reflective Paint?
One of the biggest misconceptions — and one of the most searched questions on Google — is confusing heat-resistant paint with heat-reflective paint. While both deal with heat, their functions, mechanisms, and applications are completely different. Understanding this distinction is crucial for selecting the right coating for your specific needs.
Heat-reflective coatings are designed to reflect solar radiation (infrared and visible light) away from the surface. They use special pigments — such as titanium dioxide, ceramic microspheres, or infrared-reflective colorants — to achieve high solar reflectance values (typically 80–95%). This reduces heat absorption, keeps surfaces cooler, and lowers indoor temperatures — making them ideal for rooftops, exterior walls, storage tanks, and buildings in hot climates.
Heat-resistant coatings, on the other hand, do not necessarily reduce surface temperature. Instead, they allow the material to withstand high temperatures without damage. Their primary function is thermal protection, not temperature reduction.
In simple terms:
- Heat-reflective paint — Keeps surfaces cool by reflecting solar energy.
- Heat-resistant paint — Keeps surfaces safe by preventing thermal damage at high temperatures.
Read more about reflective coating technologies: Reflective Roof Coatings: Heat Conservation Technology
Let Us Understand This with a Simple Example
Imagine two identical rooftops on a factory building in Mumbai, exposed to intense tropical sunlight and ambient temperatures of 38–42°C during summer months.
- Roof A — Coated with Heat Reflective Paint — This roof uses a white solar-reflective acrylic coating with a solar reflectance index (SRI) of over 100. The coating reflects approximately 85–92% of incoming solar radiation, keeping the surface temperature around 45–50°C even when the ambient temperature is 40°C. The result? Indoor temperatures drop by 5–8°C, reducing air conditioning energy consumption by 15–25%. The coating also protects the roof membrane from UV degradation.
- Roof B — Coated with Heat Resistant Paint — This roof uses a 300°C-rated silicone heat-resistant coating — not designed for solar reflectivity. The surface temperature rises to 70–80°C under direct sunlight, similar to an uncoated roof. However, the coating provides excellent long-term protection against UV degradation, thermal cycling, cracking, and waterproofing failure. Over 10 years, Roof B requires zero recoating, while an uncoated roof might need maintenance every 3–5 years.
The lesson is clear — the right coating depends on your primary objective. If you want to reduce heat and save energy, choose reflective coatings. If you want to protect surfaces from thermal damage, choose heat-resistant coatings. In many modern applications, the best solution is a combination of both technologies.
Read our blog: The Science Behind Solar Reflective Paint – High temperature resistant
Fun Fact: Heat-Reflective Paint Can Also Be Heat-Resistant
Modern advanced coatings are increasingly engineered with multiple functionalities. Many high-performance coatings now combine both heat reflection and heat resistance in a single product. These dual-function coatings reflect solar radiation to keep surfaces cool during the day, while also withstanding high temperatures from nearby equipment, exhaust vents, or intermittent fire exposure.
At Novota Thermotech, coatings are designed with this dual functionality in mind — ensuring both thermal protection and energy efficiency in a single application. These hybrid coatings are particularly valuable in industrial settings where rooftops may be exposed to both solar heat and radiant heat from adjacent processes.
Still curious about which coating is right for your application? Read our comprehensive Guide for Choosing the Right Industrial Coating.
Common Mistakes to Avoid When Using Heat Resistant Paint
Even the best heat-resistant coating will fail if applied incorrectly. Based on decades of field experience in industrial thermal management, here are the most common mistakes that lead to premature coating failure:
- Inadequate surface preparation — This is the number one cause of coating failure. Rust, oil, grease, moisture, and old paint must be completely removed before application. For steel surfaces, abrasive blasting to SA 2.5 (SSPC-SP10) — near-white metal — is typically required.
- Selecting the wrong temperature rating — Always choose a coating rated at least 50–100°C above the maximum expected operating temperature. This provides a safety margin for temperature spikes and hot spots.
- Applying incorrect film thickness — Too thin means insufficient protection. Too thick means cracking during curing. Always follow the manufacturer’s recommended dry film thickness (DFT) specifications.
- Skipping the heat curing step — Many heat-resistant coatings require a gradual heat cure — exposure to increasing temperatures over several hours — to develop full protective properties. Skipping this step can leave the coating under-cured and vulnerable.
- Ignoring environmental conditions during application — Applying coatings in high humidity, extreme cold, or direct sunlight can affect adhesion and cure quality. Always follow the manufacturer’s environmental guidelines.
- Using incompatible primers or topcoats — Not all primers are compatible with all heat-resistant topcoats. Always use the manufacturer’s recommended system — or test for compatibility before full-scale application.
Heat Resistant Coating in Industrial Environments
In industrial settings, heat is not just environmental — it is often a direct result of manufacturing processes such as combustion, chemical reactions, metal smelting, glass production, and power generation. Equipment like furnaces, boilers, chimneys, exhaust systems, kilns, and pipelines operate under extreme temperatures 24 hours a day, 365 days a year. Without proper thermal protection, these assets would degrade rapidly, leading to costly failures and dangerous conditions.
Heat-resistant coatings play a critical role in ensuring these systems operate safely and efficiently throughout their intended service life. In such demanding environments, these coatings can:
- Withstand extreme temperatures without failure, blistering, or degradation
- Protect surfaces from oxidation and corrosion caused by high-temperature gases and moisture
- Prevent thermal degradation of metals, concrete, and refractory materials
- Extend equipment lifespan by years or even decades beyond unprotected surfaces
- Reduce maintenance and downtime costs by minimizing the frequency of repairs and recoating
- Improve operational safety by maintaining the structural integrity of pressure vessels, ducts, and stacks
- Enhance energy efficiency when combined with high-emissivity or insulating properties
Learn more about how Novota’s functional coatings are revolutionizing furnace efficiency: How Novota Functional Coatings Are Revolutionising Furnace Efficiency
Key Applications of Heat Resistant Paint
Heat-resistant coatings are used across dozens of industries and applications. Some of the most common include:
- Industrial furnaces and kilns — Ceramic-based coatings for temperatures up to 1,200°C+ in steel, glass, cement, and ceramic manufacturing.
- Boilers and heat exchangers — Silicone or epoxy-phenolic coatings to prevent corrosion, fouling, and thermal stress in power generation and district heating systems.
- Automotive exhaust systems — High-temperature spray coatings for exhaust manifolds, turbo housings, mufflers, and catalytic converters that withstand rapid thermal cycling from ambient to 900°C+.
- Power plant equipment — Protective coatings for turbines, condensers, economizers, and flue gas desulfurization (FGD) units.
- Chimneys and smokestacks — Long-term protection against flue gases, condensation, acid attack, and thermal cycling.
- Metal structures exposed to high temperatures — Structural steel beams, platforms, and support frames near furnaces, kilns, or fire hazards.
- Oil and gas equipment — Flare stacks, process vessels, and piping systems in refineries and petrochemical plants.
- Marine engines and exhaust systems — Protection against heat, salt spray, and vibration in ship engine rooms.
- Residential and commercial applications — Barbecue grills, fireplace surrounds, wood-burning stoves, and pizza ovens.
Each application requires a specific type of coating based on the temperature range, environmental exposure, substrate material, and regulatory requirements. For example, furnace coatings need extreme heat resistance and chemical inertness, while automotive exhaust coatings prioritize thermal shock resistance and aesthetic durability.
For insights into thermal conductive coatings in industrial use, read: Thermal Conductive Coatings: Industrial Applications
And to explore the economic benefits of high-performance coatings, visit: Economic Benefits of High-Performance Industrial Coatings
The Future of Heat Resistant Coatings: Trends and Innovations
The heat-resistant coating industry is evolving rapidly, driven by advances in nanotechnology, smart materials, and sustainability requirements. Some of the most exciting trends include:
- Nano-ceramic coatings — These ultra-thin coatings incorporate nano-sized ceramic particles that provide exceptional heat resistance in extremely thin films — reducing material usage while improving performance.
- Multi-functional coatings — Modern coatings are being engineered to combine heat resistance, corrosion protection, chemical resistance, and even self-healing properties in a single product.
- Water-based high-temperature coatings — As environmental regulations tighten, manufacturers are developing water-based formulations that offer comparable performance to solvent-based products with significantly lower VOC emissions.
- Intelligent thermal coatings — Research is underway on coatings that can change their properties based on temperature — becoming more reflective at high temperatures and more absorptive at low temperatures, optimizing energy efficiency dynamically.
- Sustainable manufacturing — Leading coating manufacturers are adopting green chemistry principles, reducing hazardous raw materials, and improving the recyclability of coating packaging.
Manufacturer of heat resistant coatings (Heat Resistant Paint)

Conclusion: Does Heat Resistant Paint Work? The Final Verdict
To return to our original question: does heat resistant paint work? The answer is an unequivocal yes — when selected, prepared, and applied correctly. Heat-resistant coatings are one of the most cost-effective and proven technologies for protecting industrial and commercial equipment from thermal damage.
However, the real question is not simply whether it works — it is what type of heat are you dealing with, and what outcome are you expecting?
- If your goal is to protect equipment from thermal damage, oxidation, and corrosion — heat-resistant paint is the right solution.
- If your goal is to reduce heat absorption and lower surface temperatures — reflective coatings may be more suitable.
- In many modern applications, the best solution is a combination of both technologies — a dual-function coating that reflects heat and resists thermal damage.
(Reflective Paint) High temperature resistant paint manufacturer – Novota Thermotech.
A thin layer of the right coating — applied to the right surface, at the right thickness, under the right conditions — can have a massive impact on efficiency, durability, safety, and long-term cost savings. The key is to understand your specific requirements, consult with thermal coating experts, and choose a product that is backed by real-world testing and proven performance data.
Ready to explore next-generation heat control coatings? Click here to discover Novota Thermotech’s advanced coating solutions Reflective Paint and speak with our team of thermal engineering experts.
Frequently Asked Questions (FAQs)
What are the coatings for high-temperature?
What is the best heat resistant coating?
The best heat‑resistant coating depends on your specific needs. For example, to protect refractory lining, a heat resistant coating with high-emissivity is preferable.
How do I choose between reflective and heat-resistant coatings for my building?
Choose reflective coatings to reduce solar heat gain and lower indoor temperatures in hot climates. Use heat-resistant coatings for surfaces exposed to extreme heat to prevent surface damage.
Is heat-resistant paint suitable for metal, concrete, and roofing surfaces?
Yes, it is compatible with varied surface types.
Can heat-resistant coatings help reduce indoor temperature in hot climates?
No. Heat-resistant coating just helps surfaces withstand high temperature and not reduce indoor temperature. This means the durability of the surface that interacts with heat increases.
How is heat-resistant paint different from reflective paint?
Heat-resistant paint doesn’t interact with the heat. It just increases the capacity of surfaces to resist thermal breakdown. Whereas, heat reflective paint is engineered to reflect heat that falls on the surface to keep surfaces cooler.
What is heat-resistant paint, and how does it work?
Heat-resistant coating is a special functional coating designed to withstand high temperatures without degrading. It contains heat-stable materials that form a thermal barrier over the surface and resist thermal breakdown.
Subscribe to our YouTube Channel for regular updates on thermal coatings, industrial innovations, and expert technical guides.